专业生产跌落式熔断器、氧化锌避雷器、高压隔离开关、真空断路器及相应配件的生产厂家 联系电话:18368780285
当系统出现短路故障时,故障电流通过熔体(通常为银铜合金)产生焦耳热效应。根据I²t特性,熔体温度在毫秒级时间内升至900-1200℃的熔点。此时熔体特定部位设计的冶金效应点(M效应点)率先汽化,形成初始电弧。此过程契合国际电工委员会IEC60282 - 1标准所规定的熔断特性曲线。
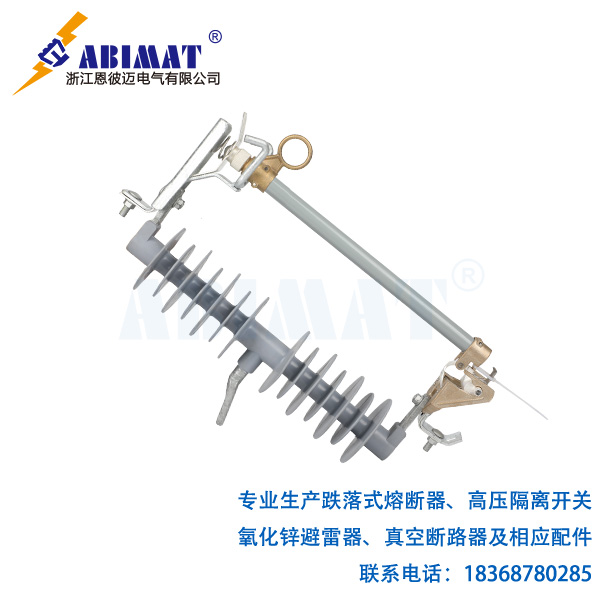
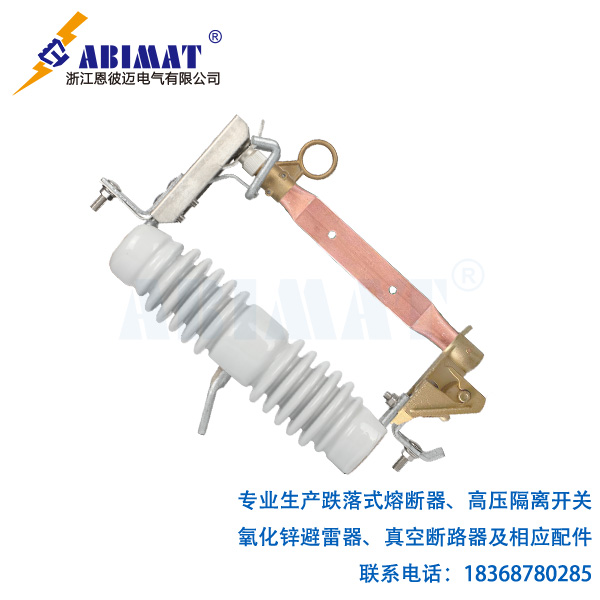
恩彼迈跌落式熔断器熔管内置的拉伸弹簧机构在熔体断裂后释放储能,推动活动触头以4-6m/s的速度分离。独特的肘节机构设计确保触头在分离瞬间获得加速度,避免电弧重燃。熔管在重力作用下以15°-30°倾角跌落时,其铰链结构产生的扭矩可达50N·m,确保完全脱离静触头形成可见断开点。
多级灭弧系统:
初级灭弧:熔管内填充的石英砂(SiO₂纯度≥99.6%)通过表面吸附效应冷却电弧等离子体
次级灭弧:熔管内部设计的产气材料(通常为聚甲醛)在高温下分解产生H₂、CO等灭弧气体
终级灭弧:U型气流通道形成纵向吹弧,将电弧长度拉伸至150mm以上
介质恢复特性: 电弧熄灭后,石英砂的介电强度恢复速率达3kV/μs,确保在1/4工频周期内建立足够的绝缘强度。
限流特性:在预期短路电流达20kA时,能将实际截断电流限制在8kA以下
海拔修正:2000m以上地区需按GB/T11022标准进行开断容量修正
防冰闪设计:伞裙结构采用交替大中小伞布置,泄漏比距≥25mm/kV
时间-电流特性:符合反时限曲线,在2倍额定电流时动作时间≤10s
安秒特性:熔断I³t值误差控制在±10%范围内
工频恢复电压:耐受系统恢复电压1.5倍持续0.3s